
PICCHI S.r.l.
Sede central: Via Ruca n. 318 - 25065 Lumezzane (BS) - ITALIA
Unidad 2 Ubicación: Via Ruca n. 334 - 25065 Lumezzane (BS) - ITALIA
Tel: +39 0308925960
email: sales@picchi.eu
Fundada en 1958, Picchi Srl es una de las empresas italianas con mayor tradición en la construcción de máquinas herramienta y máquinas especiales CNC.
Parte integral del Grupo Bugatti, Picchi siempre ha dedicado su atención a la calidad y la innovación, desarrollando soluciones tecnológicas de vanguardia para satisfacer las necesidades de sus clientes.
Desde hace más de 60 años, Picchi Srl no deja de crecer e innovar, manteniendo un fuerte compromiso con la producción de maquinaria flexible y de alta precisión.

1958
Al cabo de unos pocos meses del nacimiento del Fiat 500, el Sr. Gianni Picchi funda la sociedad tras haber desarrollado en secreto durante dos años las nuevas máquinas de superacabado que utilizan herramientas de diamante natural, después denominadas "diamantadoras".
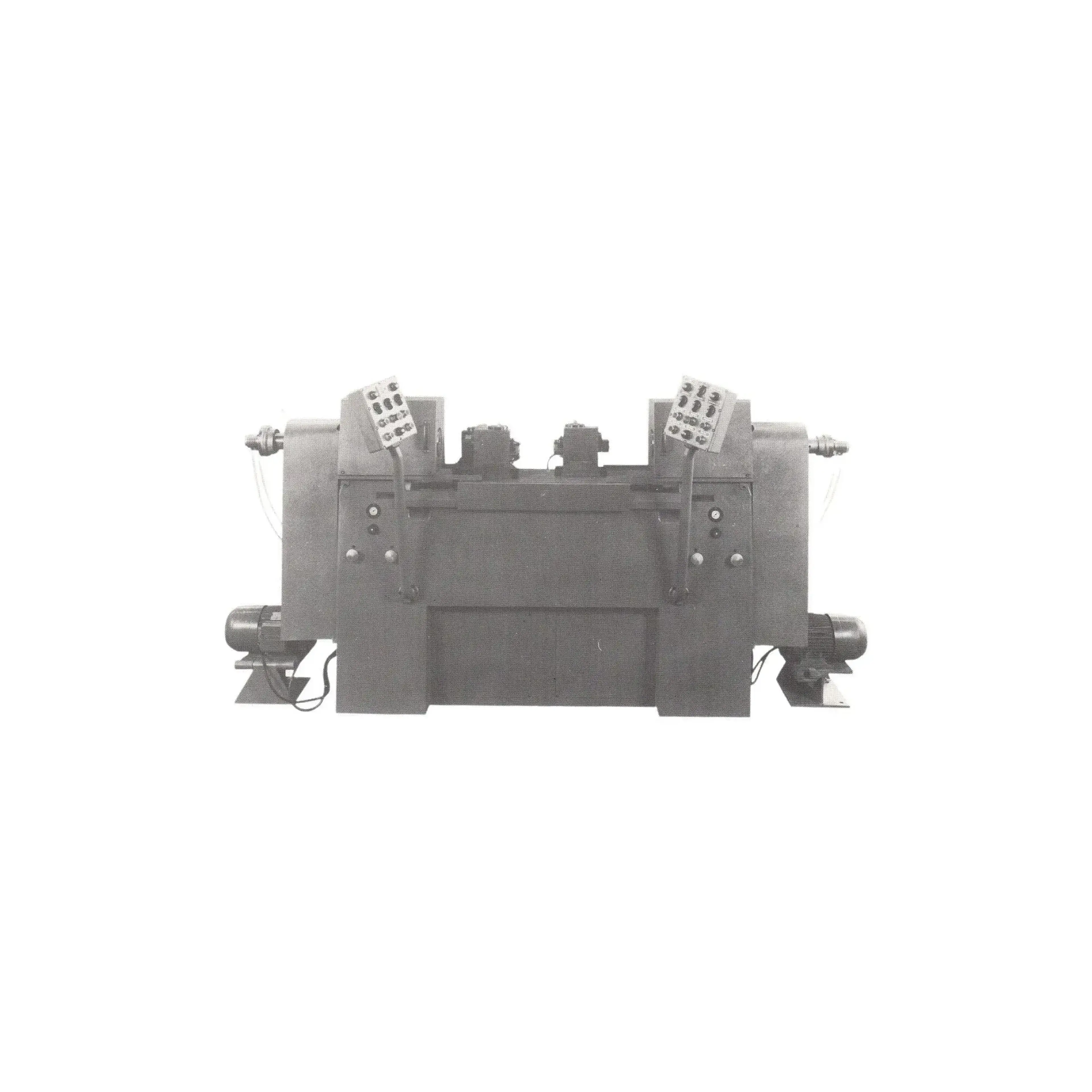
En el año 1958, la absoluta novedad estuvo representada por el uso de herramientas de diamante natural para el acabado superficial, que permitió grados de rugosidad en los conos muy contenidos, con tiempos de producción récord.
La máquina con dos mandriles contrapuestos permitía la producción del cono y del cuerpo del grifo de gas simultáneamente con un único carro de desplazamiento garantizando el perfecto acoplamiento de las dos partes.
La producción industrial de las válvulas de bola fue posible gracias a la intuición del fundador Gianni Picchi en la creación de la primera máquina para el superacabado de las bolas. La primera empresa en proponer la válvula de bola fue una empresa de Lumezzane que, gracias a la máquina "diamantadora Picchi", se impuso ampliamente en el mercado.
No es una casualidad que en la actualidad la mayoría de los fabricantes líderes a nivel mundial sean Italianos, de los cuales muchos residen en la provincia de Brescia.

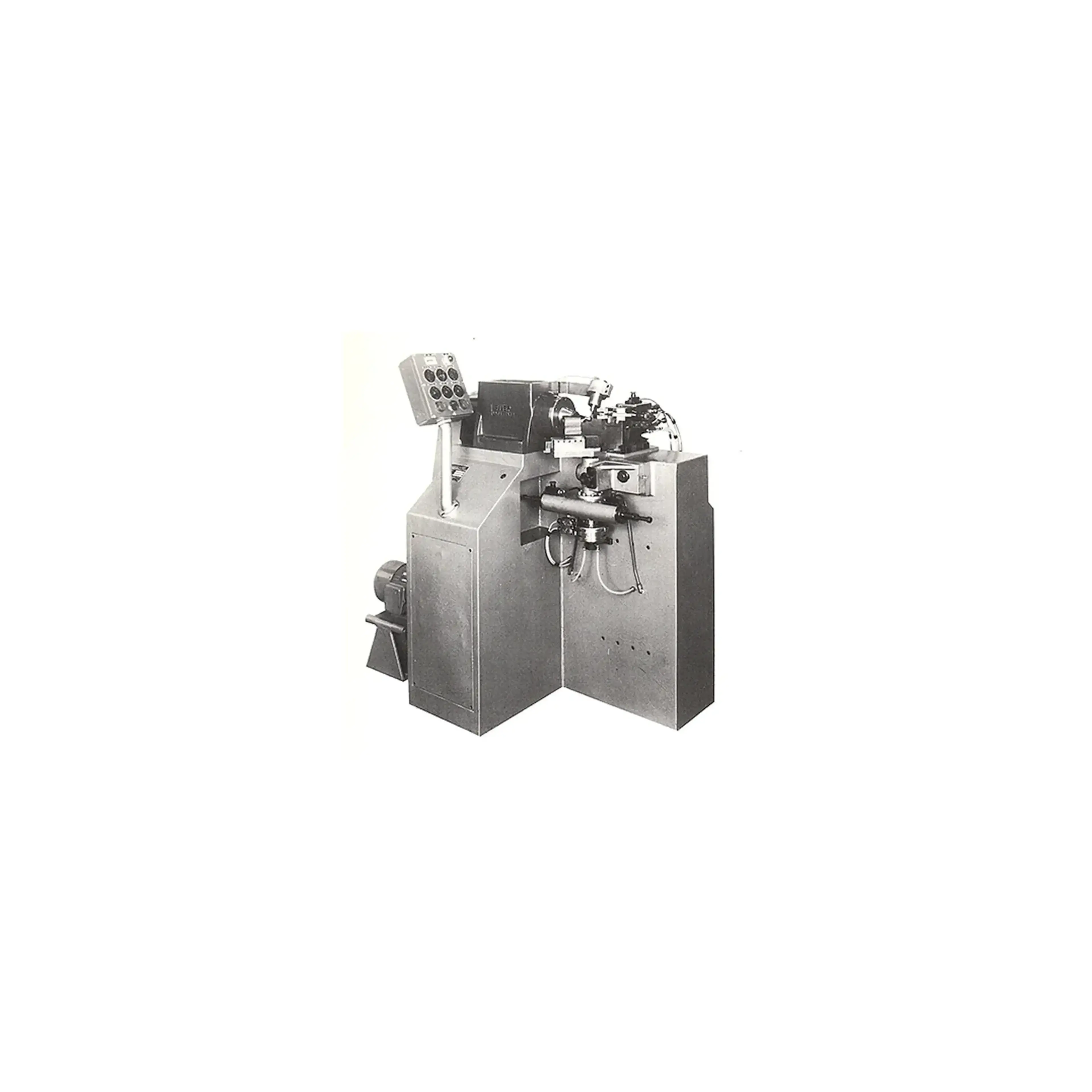
1961
Una primera máquina transfer automática de mecanización de dos estaciones de taladrado y roscado, evolucionó con la adición de otra unidad de retirada.
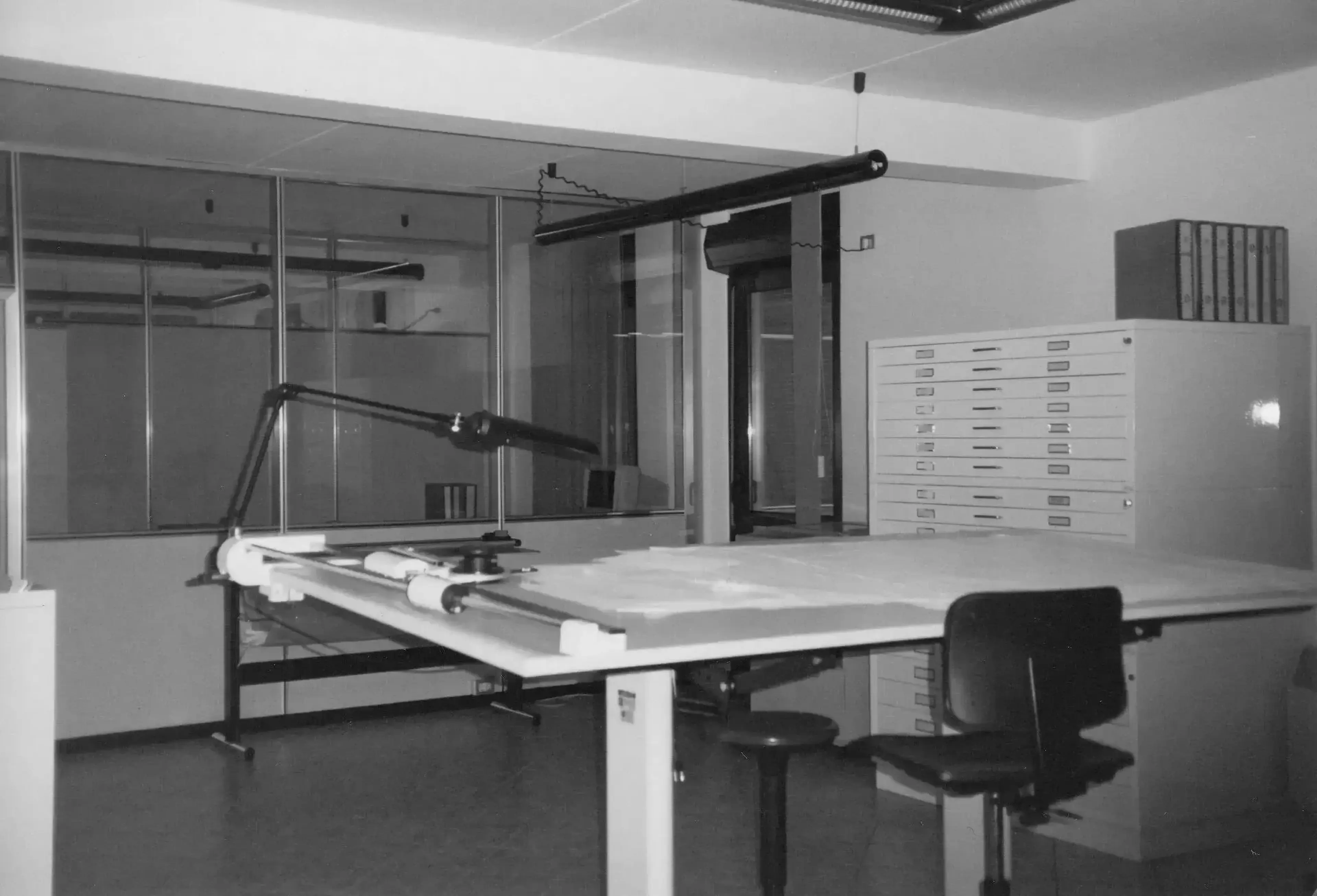
Una imagen de una estación de diseño y proyecto interna presente en el seno de la empresa, símbolo de un deseo continuo de innovación de la máquina herramienta y de las automatizaciones.

1973
La evolución del transfer de eje horizontal se presta mejor a la automatización para la elaboración en las tres vías típica de la producción de la grifería industrial.

1979
Imagen de la antigua división de "mecanizaciones" con las nuevas máquinas de aquel entonces de 4+1 ejes de CNC, para la producción de los componentes de precisión de las máquinas Picchi.

1980
Siempre atenta a la evolución no solo mecánica, introdujo las primeras máquinas electrónicas gestionadas con el nuevo programador lógico programable PLC.

1981
Transfer electrónico gestionado por PLC para mecanización partiendo de una barra en sus dos variantes:

1984
Centro de mecanizado de bolas completamente automatizado, compuesto por una máquina transfer de eje vertical para el mecanizado de las bolas de hasta 4 vías y dos diamantadoras de superacabado. La celda de trabajo está completamente automatizada y puede funcionar sin vigilancia durante largos periodos de tiempo.
Toda la automatización se realiza internamente. Diversos manipuladores garantizan el trabajo no vigilado con:

1994
La empresa entra a formar parte del Grupo Bugatti.

1995
Mecatech proyectos, empresa fundada por jóvenes ingenieros muy encaminados hacia máquinas multiproceso cuyos innumerables ejes son gestionados por controles numéricos. Se trata de máquinas transfer muy evolucionadas implementadas con diferentes máquinas herramienta, como centros de trabajo de tres ejes, tornos, prensas, etc.
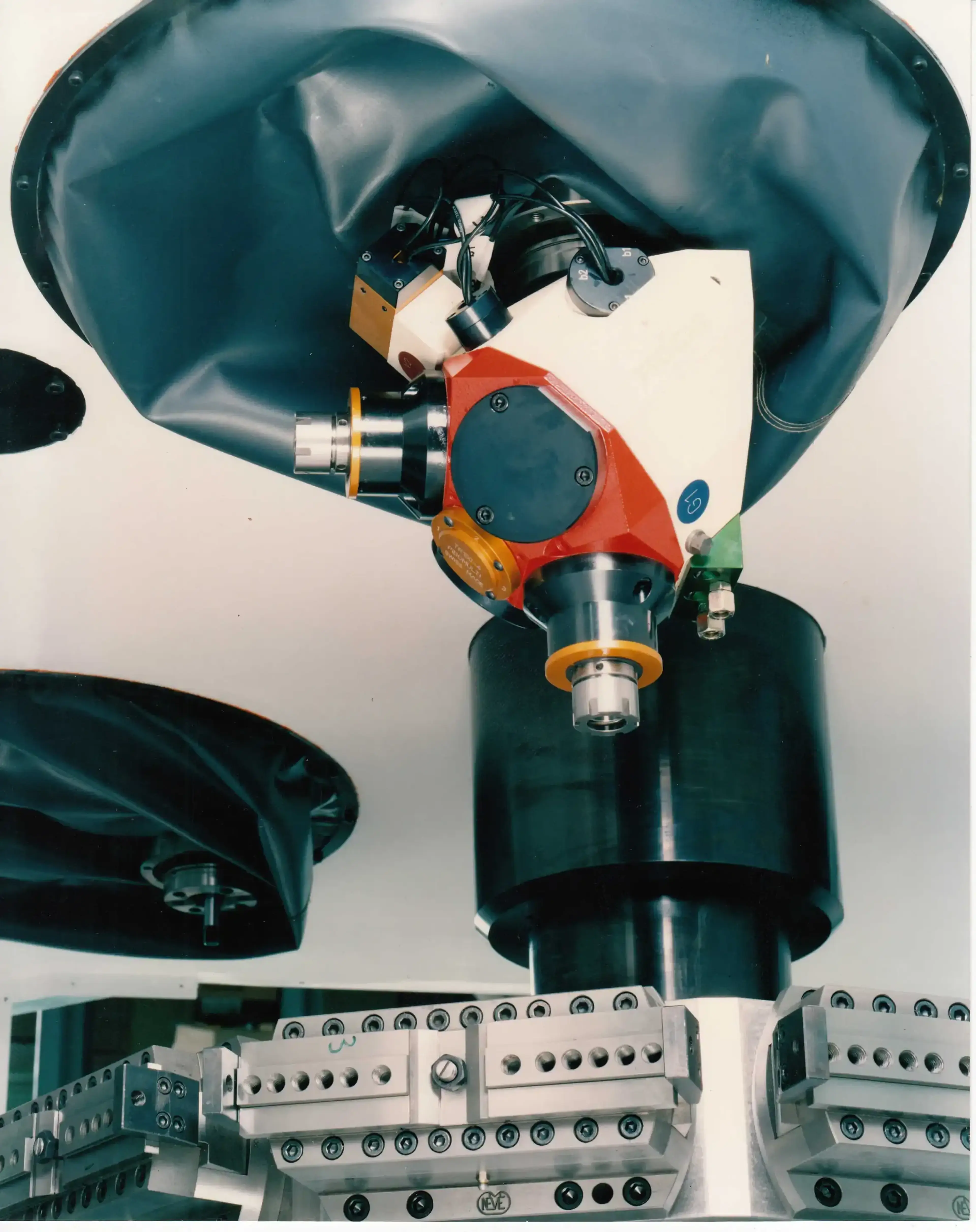
La empresa Picchi con el empuje de los nuevos ingenieros Mecatech termina la realización de la máquina flexible de altas prestaciones COMBYAX_T10-CL9.
Transfer flexible muy innovador que integra en su interior 9 centros de trabajo de 3 ejes para un total de 37 ejes controlados.
Se trata de una absoluta novedad incluso para Siemens que suministra por primera vez un control numérico que gestiona simultáneamente todos estos ejes.
Cada centro de trabajo dispone de un cabezal de revólver con 4 herramientas. Por tanto, la máquina puede equiparse con 36 herramientas.
Asimismo, se implementan por primera vez numerosos ciclos para la máxima flexibilidad de la máquina transfer, como el reconocimiento de la pieza cargada para el mecanizado simultáneo de hasta 10 piezas diferentes.
1998

1999
Picchi siempre atenta a las exigencias de sus clientes que necesitan producir piezas cada vez más complejas y lotes cada vez más pequeños, crea el centro de trabajo "Zero2".
El Mandril doble para la producción agilizada en el mecanizado de 4 ejes se convierte en un centro de trabajo de 5 ejes donde los tiempos de cambio de la herramienta se ponen a cero cuando un mandril trabaja y el otro ejecuta el cambio de herramienta con tiempo enmascarado. Esta también es una máquina caracterizada por números significativos:
2002
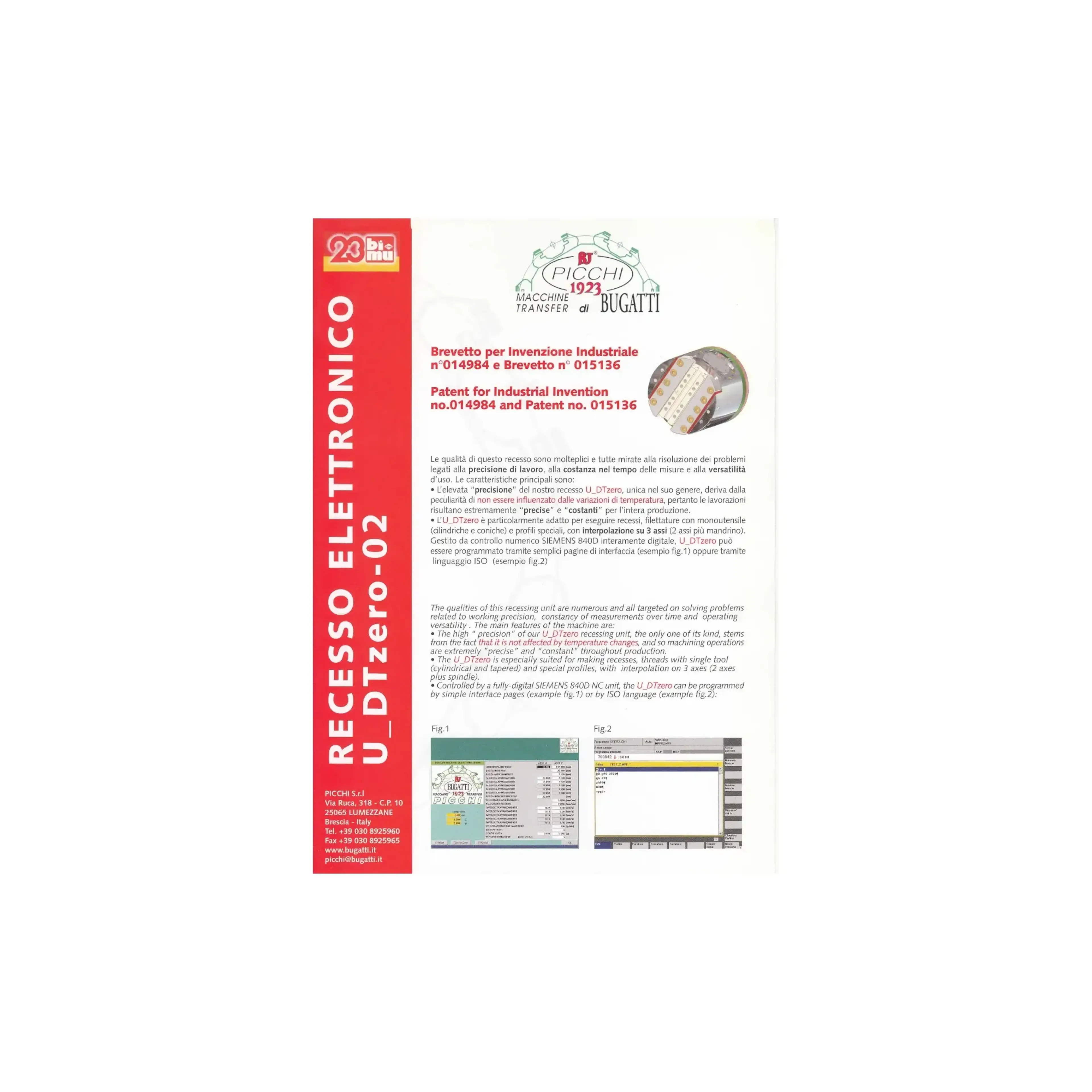
Las demandas de precisión aumentan también para los procesos de torneado con pieza parada; por ello, se diseña y realiza un eje U o de "retirada" (para los encargados del trabajo) que no se vea influido por las diferentes temperaturas de funcionamiento. Así nace el dispositivo de retirada "U Δtzero" capaz de lograr una gran repetibilidad incluso a 5.000 rpm y diferentes temperaturas de funcionamiento.
2003
Los lotes de producción crecen también para la producción de las válvulas de bolas de acero inoxidable. La respuesta es la ds2003.

2009
Multicentro Chrono; se presenta el centro de trabajo multimandril Chrono de 4 ejes con:
2010
Un ejemplo de la continua y constante evolución es el transfer flexible con centros de trabajo de 4 y 5 ejes, 32 mandriles instalados.

2016
Transfer de altísimas prestaciones completamente automatizado con robot y sistema de visión donde los ciclos productivos descienden por debajo de 1,5 segundos con una eficiencia superior al 95%.

2017
Con la tercera serie se consolida y completa la gama Chrono con configuraciones que prevén:
Aplicaciones
Nuestros productos ofrecen productividad y flexibilidad de uso









